Ligne de production de galvanoplastie de pièces de travail ABS avec contrôle intelligent
Description de l'équipement :
I. Flux de processus
1. Étape de prétraitement
Les pièces en ABS sont traitées en séquence :
① Dégraissage par ultrasons → ② Rugosification chimique → ③ Neutralisation → ④ Activation → ⑤ Cuivrage/nickelage chimique.
2. Étape de galvanoplastie
Dépôt multicouche de métal : cuivrage acide (10-20μm) → nickel semi-brillant (5-15μm) → chromage décoratif (0,1-0,3μm) ;
Post-traitement : lavage à l'eau → passivation → séchage à l'air chaud, l'écart d'épaisseur du revêtement est ≤5%.
2. Paramètres techniques
Efficacité de fonctionnement : capacité de production quotidienne de 500 à 2000 pièces par ligne (selon la taille de la pièce et l'épaisseur du revêtement) ;
Densité de courant : 0,5-2A/dm² à l'étape de placage chimique, 1-5A/dm² à l'étape de galvanoplastie ;
Précision du contrôle de la température : température de la solution de placage ±1℃, température de séchage 80-120℃ (contrôle par algorithme PID) ;
Substrats applicables : plastiques techniques tels que l'ABS, l'alliage PC/ABS.
3. Caractéristiques de conception de l'équipement
Disposition modulaire : prend en charge l'extension de station et la commutation de type de placage (comme l'imitation or, le nickel mat, etc.) ;
Conception à faible consommation d'énergie : adopte une alimentation électrique par redresseur pulsé, ce qui permet d'économiser 20 % à 30 % d'énergie par rapport à l'alimentation électrique CC traditionnelle ;
Intégration de la protection de l'environnement : équipé d'une tour de collecte des brouillards acides (efficacité de purification ≥95 %) et d'un système de réutilisation des eaux usées ;
Contrôle intelligent : intégration PLC+IHM, prend en charge la surveillance en temps réel et le traçage des données des paramètres de processus (temps, température, courant) ;
Système d'autodiagnostic des défauts, génère automatiquement des rapports de production et des journaux d'alarme.
4. Scénarios applicables
Industries : pièces intérieures automobiles (poignées de porte, enseignes), accessoires de salle de bain, boutons d'appareils électroménagers, boîtiers électroniques, etc. ;
Types de revêtements : chrome brillant (décoratif), nickel mat (résistant à l'usure), revêtement en alliage fonctionnel (résistant à la corrosion).
Principales structures et composants :
1. Système de prétraitement
1. La cuve de nettoyage par ultrasons est utilisée pour éliminer l'huile et les impuretés à la surface du plastique ABS, avec une précision de nettoyage de 5μm.
2. La cuve de rugosification chimique utilise une solution d'acide chromique pour corroder la surface de l'ABS afin de former une structure microporeuse pour améliorer l'adhérence du revêtement.
3. La cuve d'activation catalyse la surface par une solution de sel de palladium ou d'ammoniaque argentée pour générer une couche métallique active, fournissant des sites de réaction pour la galvanoplastie ultérieure.
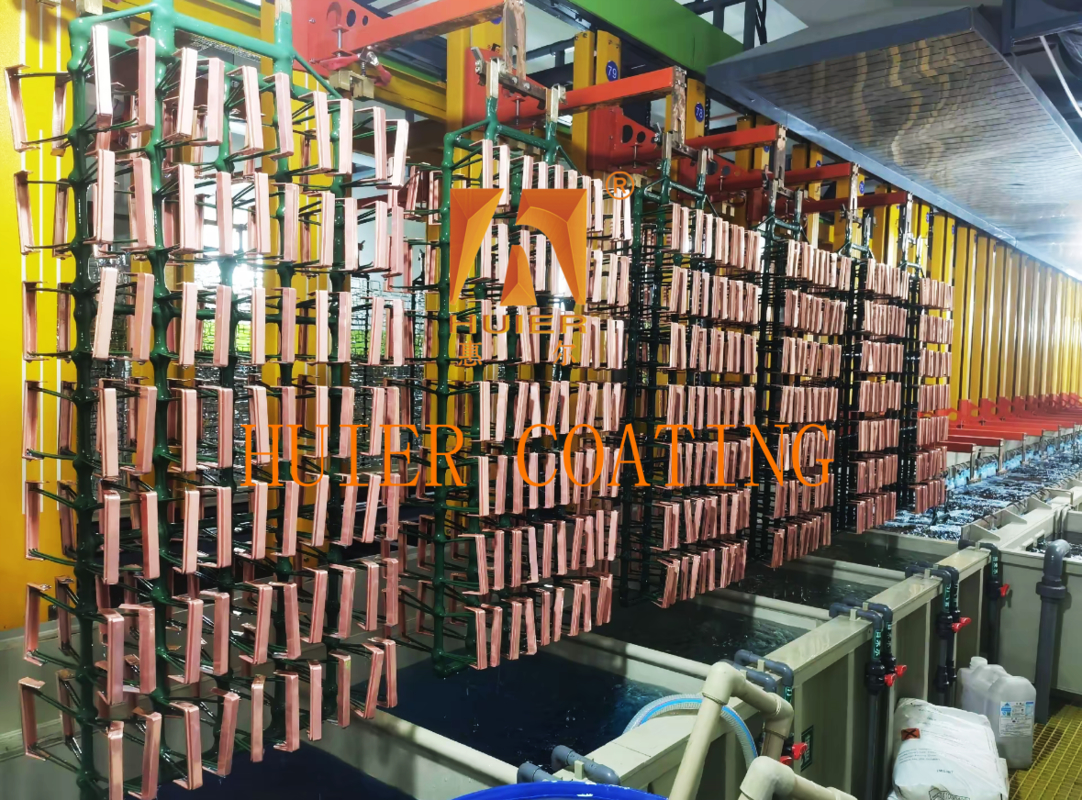
2. Système de cuve de galvanoplastie
1. Le groupe de cuves de placage multicouches est configuré avec des cuves de cuivrage, de nickelage et de chromage en séquence. Le corps de la cuve est en matériau PP résistant aux acides, résistant aux températures élevées (≤70℃) et aux liquides corrosifs.
2. Le panier d'anode suspendu en titane charge des particules métalliques (telles que des billes de cuivre et des blocs de nickel) et est équipé d'une disposition d'électrodes matricielles pour assurer une répartition uniforme du courant.
3. Système de filtration par circulation pompe magnétique avec filtre de 5μm pour maintenir la propreté de la solution de placage et réduire les interférences des impuretés.
3. Système de transport et de levage
1. Le pont roulant et la voie circulaire peuvent être déplacés avec précision grâce au contrôle PLC (erreur de positionnement ≤ 1 mm), et le temps de cadence est réglable (1 à 5 minutes/station).
2. Le mandrin rotatif à verrouillage automatique ou la pince magnétique fixe la pièce et prend en charge une rotation à 360° pour assurer un revêtement uniforme des pièces complexes (telles que les enseignes de voiture).
4. Système de contrôle
1. L'écran tactile intégré PLC+IHM définit les paramètres de processus (température, densité de courant, temps) et surveille en temps réel la valeur du pH et la concentration ionique de la solution de placage.
2. L'algorithme PID du module de contrôle de la température contrôle la température de la solution de placage (précision ±1℃), avec des tubes chauffants électriques ou un chauffage à la vapeur.
5. Système auxiliaire
1. Le système de drainage et de ventilation classe et décharge les eaux usées acides/alcalines, et l'efficacité de purification de la tour de collecte des brouillards acides est ≥95 %.
2. Dispositifs de protection de sécurité capteurs anti-collision, boutons d'arrêt d'urgence et protection contre les fuites pour assurer le fonctionnement stable de l'équipement. Paramètres clés et caractéristiques de conception
Substrats applicables: ABS, alliage PC/ABS et autres plastiques techniques, écart d'épaisseur du revêtement ≤5 % ;
Conception modulaire: Prend en charge la commutation du type de placage (comme le placage nickel-chrome, le placage imitation or) et l'extension de la ligne de production ;
Protection de l'environnement: Système de réutilisation des eaux usées et conception à faible consommation d'énergie (économie d'énergie de 20 % à 30 %).
Caractéristiques :
1.Hautes performances économiques : Basé sur le positionnement du produit et la stratégie de développement du client, et avec l'abordabilité économique comme base, nous obtenons le meilleur rapport coût-performance.
2.Le concept de conception avancé et méticuleux de l'équipement, ainsi que l'équipement industriel hautement automatisé, mettent en valeur l'image d'une entreprise moderne et avancée.
3. Il a une grande adaptabilité, répondant aux exigences de production actuelles et réservant une marge de développement, en tenant compte des besoins d'augmentation de la production et d'amélioration de la qualité à l'avenir.
4.La conformité à la qualité adhère strictement au système de gestion de la qualité ISO900, chaque détail de l'installation de l'équipement étant strictement contrôlé.


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!